|
桶中陈酿是塑造威士忌风味的关键,威士忌大师比利·沃克(Billy walker)认为威士忌的风味70%要归功于橡木桶。主流的威士忌生产国都有明确法律,规定合法标注的“威士忌”必须在桶中陈年特定的时间。此外,威士忌讲究年份高低,在桶里陈了多少年也是决定威士忌价格的因素。 为什么木桶对于威士忌如此重要?今天就让我们重新谈谈这个老生常谈的话题,一起来探究木桶的魔法。 你有没有想过,人类历史上木制的容器很多,为什么陈年威士忌的木桶(主要是橡木桶,也有其他木材的使用)会如此神奇?不仅价格不菲,制桶工艺还灌上了“艺术”之名。 都是木头,这些木桶究竟和那些打水的,洗脚的,泡澡的木桶有什么本质的不同吗? 1.木材的选择 大多数用来陈酿威士忌的木桶都是由橡木熟成。橡木的物理强度和液密性使得它成为制桶的理想选择。橡木有600多个品种,每一种都有不同的特质,但并非都适合陈酿威士忌。最常用的就是美国白橡木(Quercus alba)和欧洲橡木(Quercus robur),当然像日本也有特色的水楢木,世界各地也用过其他的木材进行试验,但始终没有形成成熟的产业。 用于制作橡木桶的树龄都在75年以上,但也并非越老越好。制桶行业曾经偏好用百年老树,但发现不如更年轻的橡树风味明显。
2.木材切割 做橡木桶的板材选自橡树6~15m之间的最佳部位,带有疤结和木纹不直的材料因为影响液密性没法使用。此外,还要去除年轮较粗、材质疏松的外层和中心单宁过重的部位。因此需要将橡树进行切割,既保证切出合适的木材,又将使用率最大化。 最后获得的板材仅占原木材的20%左右,每棵树大概能制成三个桶。 工厂一般会进行所谓的“四分之一切割”(quarter cut)。首先将橡树按照木桶高度锯成段,然后沿着木纹方向进行劈分,保证后续不会出现渗漏。由于电锯切割会破坏木质的纤维和成分,所以只能采用机器或手工劈切。
3.风干 新的橡木含水量高达60%,因此需要风干数月乃至数年,具体时间取决于橡木的种类,水分含量和未来用途。风干过程不仅使水分逐渐从木材中蒸发掉,防止产生裂纹,而且还使木材中的单宁酸和其他有害化合物分解。 风干期间需要进行周期性淋水冲洗,此外每12个月进行一次翻转。有些制造商会将橡木板材放进淡水池内浸泡1~2周,以此改变板材中酚类化合物的结构和含量。至于风干的场地则有露天和窑内风干两种。 风干木材背后也有许多科学研究,可以根据用途和偏好来决定风干的时间和工艺,此过程最后也会影响到风味。
4.制桶 风干完成后木材会进行最终的切割和定型。所有的木头表面都要先进行刨削,以形成相似的宽度。此后木条被铣成一个非常复杂的形状—— 梯形的横截面,中间宽两头窄,并且带有一定的弧度。
此后用钢圈将31到33根木条组装并固定,初步构成木桶的雏形。但每根木条的宽度不同,制桶师会选择宽的木条开始。这一步必须保证木条在圈内分布均匀,否则受力会不均匀,压力较小的地方最终会造成液体渗漏。 此后为了收拢另一头,需要将木条弯曲。 为了避免木条断裂,工厂会把之前箍好的桶倒置,然后用热蒸汽烘过,让木头具有弹性。此后工人套上第二条钢圈,木桶就第一次定型了。
5.烤桶 在安装木桶的两端之前,还需要将橡木桶进行烘烤(Toasting)和炭化( charring)。两者的工艺有所不同。 烘烤是根据所需的烘烤程度,将木桶置于热源上数分钟,温度、时间和过程都是每家工厂的秘密。烘烤过程会分解木质化合物,从而提取出威士忌的特定特征。例如,烘烤会分解木质素,从而产生香草素,这是威士忌的香草味来源。烘烤温度过高,可能会产生烟熏味或摩卡味,而较低的温度可能会提取出更多的果味或辛辣味。
炭化则是在木桶内部点燃明火,这一工艺的温度比烘烤要高得多,时间也短得多,只有几秒钟。此后木桶内部产生炭化层,在成熟过程中与酒发生反应,去除某些不需要的风味化合物。炭化的强度从一到四,四是最高的。四度炭化通常被称为鳄鱼炭化,因为烧过的木头表面破损,看起来像鳄鱼的粗糙皮肤。
6.渗漏测试 烤桶之后待木桶冷却不再变形以后,就开始制桶的收尾工作。沿圆周铣出盖子的沟槽,然后将准备好的盖子与桶的其他部分连接起来。最后将临时钢箍换成永久性的刚箍,再在最宽的木板上打孔,塞上木塞以便后续使用。至此橡木桶就已经完全成型。 制好的桶会经过一个渗漏测试,注入少量的水和加压空气,以测试是否有渗漏。如果酒桶完好则可以投入使用。如果发现渗漏,则需要进行修复,有时还得返工,更换其中的木条。
橡木桶制作过程中的每一步都各有讲究,这正是其珍贵的原因。酒桶的寿命取决于它的用途。雪莉酒行业的solera系统中使用的酒桶往往有几十年上百年的历史,而波本威士忌生产商只能使用新的美国橡木桶,因此他们的酒桶只能使用几年,然后再卖给其他行业。 苏格兰酒厂就特别中意这些已经陈酿过其他酒的橡木桶,并且会反复使用。 当橡木桶使用多年之后,陈酿的作用也就逐渐减弱,这时需要将原本的炭化层刮掉,再重新烘烤和炭化。这个过程可以反复多次,直到酒厂认为橡木桶已经无法再用。 橡木桶陈年其实是木桶内化学物质的反应和交换。这是一个极其复杂的过程,科学家们对此进行了很多研究,为了避免太学术化,我们尽量只说结论,略去研究过程。陈年后的威士忌里超过70%的风味成分都来自橡木桶,威士忌的一些风味首先来自橡木桶自身的化合物。
纤维素:木头中最多的物质是纤维素,它占木头的40%~50%。但是,这种化合物对威士忌本身影响很小。 半纤维素:木头里有10~30%的半纤维素,它可能是桶陈过程中最重要的化合物。当遇到高温(140℃以上)时,半纤维素会分解成木糖,这使得木桶内表面焦糖化。 木质素:木头里还有20~30%的木质素,它是威士忌中常见的香草和香料味道的来源。橡木桶烘烤得越多,木质素化合物产生的香料和烟熏味就越多。 单宁:新鲜木材中的单宁则会带来部分不良风味,但也能使威士忌口感柔顺。风干过程就是为了减少橡木中的单宁。此外木桶的炭化程度越高,酒和单宁之间的相互作用就越少。 木材内酯:最后要提到的化合物是木材内酯,美国橡木的这种元素浓度高于其他橡木桶品种。它是威士忌中木质/椰子风味的来源。 对于苏格兰威士忌来说,风味还受到橡木桶此前装的酒影响。橡木桶之前装的酒显然能带来额外的风味,并且刚清空的酒桶和干燥后的酒桶之间是有区别的。 苏格兰威士忌研究所(SWRI)用 "indrink "一词来描述这种熟化过程中吸收到木材中的液体。
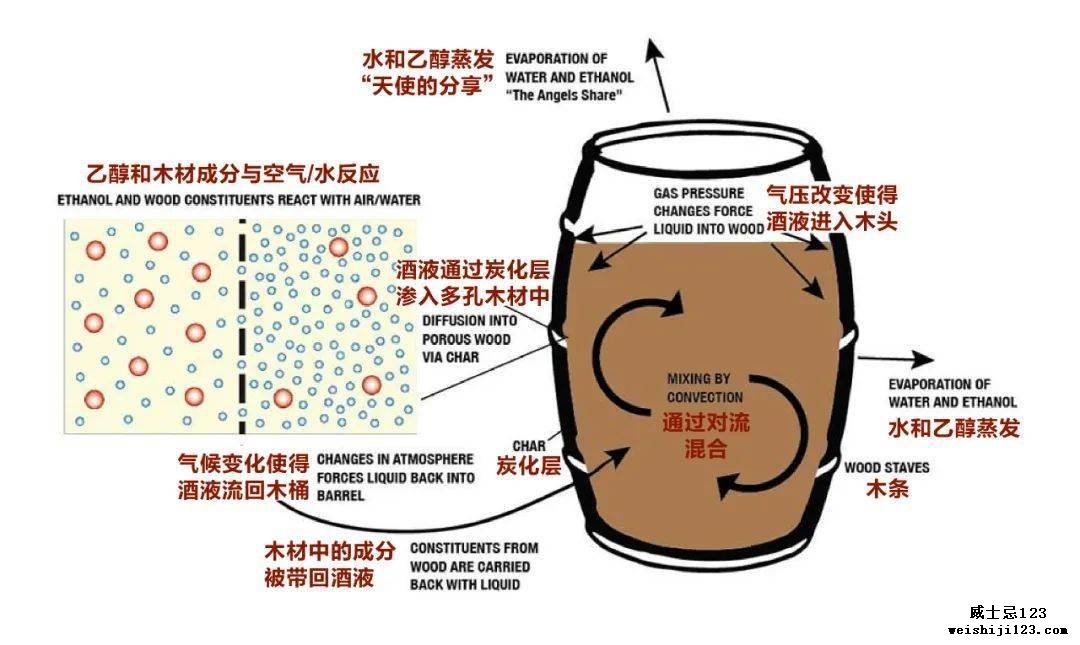
酒液会与残留在桶内的木质萃取液混合(包括雪莉酒或波本酒的残留,以及从橡木中提取的额外风味化合物)。波本威士忌或雪莉酒装瓶之后,橡木桶运送到英国的时间不会超过一个月,此时桶内还有之前的酒残留,所以再能吸收的indrink的含量不超过2%到3%。如果酒桶晾一段时间之后,这一比例会上升1-1.5%,而如果酒桶是完全干燥的,indrink含量就会达到7-8%。 随着夏季温度的升高,酒桶中的烈酒会升温并膨胀。这增加了橡木桶内部的压力,并迫使酒精深入多孔的木材中。随着季节的变化,秋天和冬天,温度和压力开始下降,烈酒又被迫从木材中抽出。 这一过程就以上的风味成分带入威士忌。烈酒经历的循环越多,提取出的味道就越多。
氧化也是风味增强和发展的另一个重要部分。有人认为,氧化会增加风味的复杂性和强度。一般来说,它是某些威士忌中有时会出现的果味,辛辣,薄荷味的原因。这一过程主要是New Make自身的风味物质与空气反应,产生新的风味。 除了风味的增加,其实陈年过程中也有风味的减少。在木桶经过炭化之后,内表面就会发挥木炭过滤器类似的作用。威士忌中的硫化物在这一过程中被吸收,从而产生一些金属味、火药味。随着时间的推移,这些风味元素也会通过蒸发而减去一些。此外,影响陈年风味的还有酒精度,酒精度高会吸收更多醇融性的风味物质,酒精度低则会吸收更多水溶性的风味物质。
尽管科学家们努力研究橡木桶陈年背后的科学知识,但整个过程仍然存在不可预测的因素,它仍然是个谜。例如,同一天用相同的酒装满两个酒桶,这两个相同样式,相同的木材制成并经过相同的内部处理,它们仍然会产生不同的风味。 一些酿酒师认为酒厂仓库存在微气候造成了这种差异,但很难解释其科学原因。所以,在桶陈过程中需要不断的追踪陈年的进度。 由于橡木桶的魔力,人们一直试图在威士忌陈年过程中寻找捷径和未来。例如使用较小的酒桶,过桶,换桶等等处理方法。 如今常见的二次熟成在威士忌行业其实是一个相对较新的概念,在20年前才开始出现。 百富( Balvenie)的大卫·斯图尔特(David Stewart)是第一批尝试在威士忌完全成熟后用不同的酒桶进行陈酿的酿酒师之一,1993年,他创造了Balvenie Double Wood。大约在同一时间,包括格兰杰(Glenmorangie)和帝亚吉欧(Diageo)在内的一些其他酿酒商也在玩雪莉酒过桶的尝试。没过多久,苏格兰各地甚至全世界的生产商都推出了自己的同类产品。
短短二十年间,过桶已经从苏格兰人对风味多样性的实验发展成为一种标准做法,涵盖了所有葡萄酒、烈酒甚至啤酒,并被全球行业广泛采用。而威士忌酒厂以及橡木桶的生产商其实也一直没闲着,他们开发出了一些新玩法,没准就是桶陈的未来。 橡木桶制造商ISC(Independent Stave Company)正在推行波本威士忌的 “预陈年”。把新酒放在新橡木桶里一年,然后在使用过的桶里继续陈年,它仍然是合法的波本威士忌。这么做则可以延长波本威士忌的陈年时间而又不至于有太多的木头味道。 Compass Box的香料树则是 对桶做了些手脚,增加额外的风味,这种大胆的做法在2005年还曾遭苏格兰威士忌协会的禁止。不过最近几年它已经有了很多效仿者,美格的Maker's Mark 46就是一款类似的产品,陈酿使用的橡木桶内挂有额外的法国橡木条。
百富门拥有自己的制桶公司,所以在玩桶上也做过很多尝试。其新品牌Coopers' Craft都是以桶的创新作为卖点。例如在木条上凿出一些凹槽,这样就增加了酒与木桶接触的表面积。不过百富门制桶公司的总经理格雷格·罗斯科夫斯基(Greg Roshkowski)却认为受到疫情影响,橡木桶的创新正在萎缩,酒厂正专注于保住已有的市场。 许多酒厂开始把目光投向更多的木材,尝试用枫木、山核桃木、樱桃木、山毛榉木和红橡木熟成的木桶。 虽然味道是一回事,但这些木桶比白橡木熟成的木桶渗漏更多。如何解决这一问题则尚且没有答案。帝霖就有Wonders of Wood系列专门做这类试验,Whistle Pig也有尝试各种木桶的产品。 威士忌行业的创新是科学、传统、实验、经济、可持续性和实用性的融合。不管是在酒桶结构上尝试新的想法,还是确保有足够的木材供未来使用,都是让酒变得好喝的尝试。不论桶陈的技术如何发展,这一切的最终受益者是你我这些饮酒者。为了未来更好喝的酒,为了神秘而美妙的橡木桶,干杯! |