|
如果你喝酒时间长了,可能会经常在威士忌爱好者中听到这样的感叹:
“威士忌不像20世纪60年代那样‘好’了”,
这句话到底意味着什么?20世纪60年代的苏格兰威士忌到底有哪些特征,但现在却已经消失了?变化又在哪里?现在是时候向威士忌教授寻求答案了。
亲爱的教授, 我一直在阅读关于酿酒厂的消息,他们说他们希望重现20世纪60年代生产的威士忌风格,显然这种威士忌不再生产。他们说它更果香,且更浓郁。有些人甚至声称那才是更好的威士忌。那么这种风格是什?为什么今天不再这样生产?或者说,如果想酿造这样的威士忌,该怎么做呢? Alice P, Hunstanton
亲爱的艾丽丝,
这是一个几乎不可能回答的问题。说威士忌是否“更好”是个人判断的问题,因此难以量化。不过可以肯定地说,20世纪60年代是威士忌生产发展的一个拐点。虽然这十年发生了重大变化,但你必须小心推断所有这些改变都引起了风味的全面变化,至少一部分是可以确定的。
我们最好将这件事置于历史背景中来分析。 60年代是苏格兰威士忌的繁荣时期,主要得益于美国市场对苏格兰威士忌的巨大需求,也包括日本在调和威士忌中对苏格兰威士忌的需求的增加。
这个时期有许多新的酿酒厂(例如Tormore,GlenAllachie,Tomintoul和Tamnavulin)被建立;还有一些在长时间的沉默关停后得以重新开放(例如Port Ellen和Ben Riach),而另一些则被扩大。新技术也正在引入,而该行业也在寻求节约能源成本,原材料和劳动力。
你的问题是这一切是否都影响了威士忌的风味,虽然我可能错了,但你的问题似乎还含有一个潜台词,你想知道变化是否也意味着酒厂风格开始转向同质性了。
可以确定的是美国市场更喜欢精致淡雅的调和威士忌,不过苏格兰酒厂是否会因此去削弱自己的性格则很难确定。可以说,运营蒸馏厂数量的增加实际上扩大了风味的多样性,而新技术的优势有助于提高蒸馏的稳定性与持续性。
让我们来看看蒸馏过程的每个部分,看看到底发生了什么?以及这些变化可能对威士忌风味产生什么样的影响?由于风味的产生是一个漫长的,相互关联的过程,因此总是很难确定某一个变化的影响。或者说,一些变化的影响微乎其微,而另一些则可能造成超乎想象的影响。
大麦品种 Barley Varieties
威士忌需求的增加是积极寻找新的高产大麦品种的主要动力。不过这种情况不是第一次发生了。
早在1918年至1939年间,Spratt-Archer和Plumage-Archer等杂交品种被发明,而Proctor品种在20世纪50年代开始占据主导地位,其次是Zephyr品种和Maris Otter品种。到了20世纪60年代末,一种高产品种被引入,直到20世纪80年代都占据了主要位置,这就是Golden Promise,黄金诺言大麦。
黄金诺言大麦曾被认为效率较低,不过如今威士忌酒厂已经重新开始认识它,现在他们认为黄金诺言比其他的现有标准品种更具丰富的油脂口感。科茨沃尔德(英格兰大麦产区之一,也是同名蒸馏厂的所在地,编者按)还将黄金诺言大麦与Plumage-Archer品种进行了对比试验,两者在New Make新酒的风格表现上截然不同。
然而,从中推断出蒸馏厂在20世纪60年代(或更早)选择专门大麦品种导致风味有决定性的影响是错误的。如果有影响,也是副作用。
泥煤 Peat
尽管纵观整个20世纪威士忌中泥煤的使用确实有所减少,但也有传闻表明在60年代高地和斯佩塞,泥煤的使用是要比今天更广泛的。这种用量变化造成的影响或许很小,但假如你去对比两个时期的威士忌,他们的区别也都是可被察觉的。
一项衰落的传统:一些蒸馏厂,如Laphroaig,如今仍在经营自己的地板发芽技术
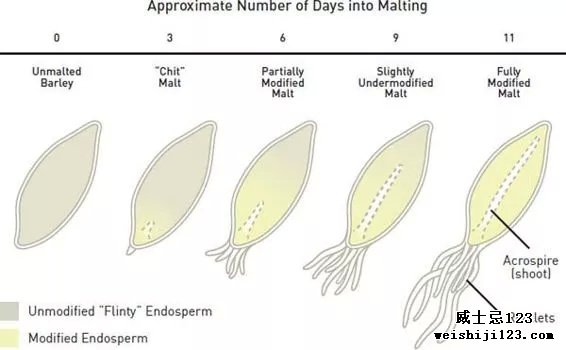
发麦 Malting
同样的,为了追求更高的产量以及更高的效率,许多蒸馏厂决定关闭自己的地板发麦车间,并在蒸馏厂安装更大的Saladin或“风箱式”发麦装置,亦或是破土建造专用的发麦厂(Burghead于1967年,Glen Ord则在1968年),或外包给商业发麦厂。
发麦方式会对风味产生影响吗?虽然有一些保留了地板发麦(比如Laphroaig)的蒸馏厂会Proof在自己的酒厂的窑烧过程中产生了不同的风味化合物,理论上来说,从一个发麦环境转换到另一个可能对中度或高度泥煤风格的麦芽产生影响。同样,如果发麦的变化对整体蒸馏厂的风格产生巨大的(并且有害的)影响,蒸馏厂基本上会反对这项改变的。因此很难说发麦是否会对风味产生特别重大的影响。
糖化 Mashing
20世纪60年代,酿造技术得到了更广泛的应用,采用了一种改装的过滤系统:
麦汁分离:在啤酒酿造中,麦芽汁将被分离成透明的麦芽汁和剩余的谷物. 麦汁分离通常分为三步: 第一步mashout:糖化完成后,再将麦汁升温至75℃ 持续10 分钟,增加流动性的同时让酵素停止工作,这个步骤叫做mashout,第二步recirculation回流:Mash out完成后,静置一阵子让麦壳沉淀形成均匀的麦床,良好的麦床可以帮助过滤,让我们得到澄清的麦汁。在麦床形成以后,刚流出的麦汁是没有被麦床完整过滤过的,因此需要将刚流出的几公升麦汁收集后,轻轻慢慢地倒回糖化桶,让这些麦汁再走一次过滤流程。第三步sparging洗槽:糖化后以一定温度的热水将糖化后麦渣中的糖持续洗出的过程称为洗槽Sparging。跟Mash out一样,若温度过高荟萃取出过量单宁,让成品酒液多了不讨喜的涩味,通常将洗槽水的温度一样控制在67℃左右
将耙系统过滤器插入现有的糖化液中。我向我的导师著名的科学和分析咨询公司Tatlock&Thomson的Harry Riffkin请教,解释为什么这会对酒液的风格产生重大影响。
“基本上他们保持了和以前一样的深床灌输系统,”他告诉我,“但是耙系统让蒸馏师比以前做更精细的研磨,并且还可以进行更快速的糖化循环。这迫使颗谷物物质通过平板,因此麦汁是混浊的。随着时间的推移,人们注意到酒液中的酯水平显着下降。我们用不同的酵母进行试验以试图解决这个问题,但直到20世纪80年代,John Peterson(现在罗蒙德湖蒸馏厂Loch Lomond的生产总监)和我才发现这个问题与混浊麦芽汁有关。没有人相信我们!
“旧的搅拌桨(或犁耙)系统产生了更清晰的麦芽汁,因为你不能将特别精细的麦芽碎放入糖化槽中,否则它会黏在一起。这样的结果可以在发酵过程中产生更多的酯类。”
发酵 Fermentation
啤酒酿酒厂到威士忌蒸馏厂所用酵母的转变,对威士忌风味的影响还是比较明显的。前者酵母因缺乏可用性(啤酒行业的整合,拉格啤酒的崛起)被用得越来越少, “60年代大多数啤酒酿酒厂的酵母都疲惫不堪”,低效而易变质。而新的威士忌用酵母菌株处理起来则更简单,更稳定。
以前的发酵时间往往更长,可以产生更多的水果香气,当澄清器无法从打得更精细的麦芽碎中获取完全澄清的麦芽汁时,发酵时间缩短导致坚果/辛香料的风格更加普遍了。
蒸馏 Distillation
蒸馏器的形状和酒心提取点基本保持不变,但从50年代末开始,蒸馏厂逐渐从直火蒸馏转向了蒸汽加热。直火蒸馏,特别是在初馏器中,已被Proof会增加酒体的重量(或者说是厚重感)。
冷凝 Condensing
与此同时,蒸馏厂正在逐步远离虫管冷凝器 - 其会较管壳式冷凝器给New Make新酒添加更多的重量(当然,也会有硫味),这样举措(用管壳式冷凝器替换虫管冷凝器)有助于更有效地净化酒体。但是,也有一些方法可以抵消这种情况。
木桶 Wood
20世纪50年代和60年代蒸馏厂大规模转向波本白橡木桶(ex-Bourbon white oak casks) - 最常见的是改造成猪头桶(hogsheads) - 并且使用雪利酒桶(ex-Sherry casks)的数量也减少了。这有很多因素 - 美国橡木桶的稳定供应(成本也更低),以及雪利产业不再允许用橡木桶进行大宗装运转移。这也导致了威士忌熟成风味特征的稳定变化。
也就是说,再填充桶仍然是最常用的类型,所以你不应该认为这种从果脯、丁香的雪利桶风格是突然转变到重香草的。
那些雪利桶也与我们今天看到的“雪利”桶不同。虽然我们现在理解的让木桶“返老还童”的方式(打磨木桶内壁和重新大火烘烤)尚未实施,但当雪利桶被重新填充威士忌时,他们会通过加入Paxarette葡萄蜜酒的方法进行加工。这会快速增加它的风味——但是这项工序在1995年以后就被禁止使用了。
如果说威士忌在20世纪60年代更好,或者它在一夜之间改变了,那这种说法就是有误的。然而,有趣的是观察今天各种蒸馏器的尺寸,查看这些旧模板中的许多元素,比如大麦品种,冷凝和加热等,同时将其与当下我们更了解的麦汁浑浊度相结合(正如Riffkin评论的那样,使用不同酵母会带来不同的效果 - 并且在不同大麦品种之间会观察到更明显的差异),还有发酵的温度控制。从过去中学习,而不仅仅是复制它。
很抱歉写了很长的回复,谢谢你提出这样一个有趣的问题。
你的,
教授(感谢Harry Riffkin的大力帮助)
*支彧涵翻译自scotchwhisky.com,原文链接:https://scotchwhisky.com/magazine/ask-the-professor/20868/why-was-scotch-whisky-better-in-the-1960s/
关于老酒为什么更好喝的问题,你有自己的答案吗? |

 Tormore
Tormore GlenAllachie
GlenAllachie
 Golden Promise
Golden Promise