|
在这篇文章的开端,我先要向大家表示歉意:这是一个悲伤的故事,这种令人垂涎、价格也不算昂贵的余市威士忌,却是世界上最难买到的威士忌之一。就算前往酒厂参观,也很难把他们的威士忌从酒厂带出来。余市威士忌坚持煤炭直火蒸馏法、使用进口苏格兰大麦、全部使用昂贵新桶,成本高昂、产量稀少、市场需求量大。
最近几年,日本威士忌的名气一浪高过一浪。一瓶 4 年前不到 400 元/瓶(700ml)的余市 10 年单麦威士忌在美国要价已经高达 4,000 元( 700 ml)。但由于产量稀少,即便如此高价依然仿佛昙花一现,还没等我们回过神来便已售罄。听说在“日本威士忌”风潮还未席卷欧洲大陆时,在那里可以找到几瓶余市威士忌,但很多人仍对其真伪持怀疑态度。
在日本,大部分的单麦威士忌酒厂都会选择距离东京较近的厂址,以方便出售他们生产的威士忌。但这位日本威士忌之父——竹鹤政孝(Masataka Taketsuru)却选择远在北海道小城余市建立他的酒厂。这个故事,还要从他前往苏格兰学习开始讲起。
1、日本威士忌之父 
竹鹤政孝与妻子竹鹤丽塔
1918 年,年仅 24 岁的竹鹤政孝为了探寻苏格兰威士忌酿造的秘密,只身前往苏格兰学习。他在格拉斯哥大学(University of Glasgow)就读了化学专业,并在 3 个苏格兰蒸馏厂当过学徒。
在苏格兰,他们将威士忌酿造法视为珍宝,不会轻易外传。因此,竹鹤政孝作为异乡人,在求学路上四处碰壁。直到他遇到了朗摩蒸馏厂(Longmorn Distillery)的总经理,他欣赏竹鹤政孝的执着,将威士忌酿造知识倾囊相授。而竹鹤政孝也不负众望,将正宗苏格兰威士忌的酿造细节全部纪录在自己的笔记本上。
这本《竹鹤笔记》对日本威士忌的发展产生了深远的影响。正是这位满怀热情的年轻人,向苏格兰威士忌匠人学习到了第一手宝贵的酿造和调和技术,使得威士忌的版图上从此多了一个“日本”。竹鹤政孝,这位历史上第 1 个掌握苏格兰威士忌酿造方法的日本人,也因此成为“日本威士忌之父”。
就在这里,竹鹤政孝遇到了他的妻子,杰西·罗伯塔(Jessie Roberta,昵称丽塔Rita)。1920 年,在妻子的支持下,竹鹤政孝回到了日本。满怀着一腔热血的竹鹤政孝一回到日本就受到了打击,因为刚经历了第 1 次世界大战的日本,经济严重衰退,日本威士忌市场瞬间崩塌。许多酒厂停滞不前,连一些著名威士忌蒸馏厂都被迫关闭,更别说创建新厂。
就在这样艰难的时刻,三得利(Suntory)公司的前身寿屋(Kotobukiya)正在寻找可以酿造威士忌的人。作为当时日本唯一懂得酿造威士忌的人,寿屋重金聘请竹鹤政孝于 1923 年建立了大名鼎鼎的山崎蒸馏厂(Yamazaki Distillery),并酿造出了日本第 1 款纯正的威士忌。
不过,这款纯正的苏格兰风格威士忌并不符合当时日本人的饮用习惯,因此上市后反响冷淡。商贾出身的寿屋老板为迎合消费者的习惯,改变了山崎的酿造工艺。这与竹鹤政孝酿造纯正苏格兰威士忌的愿望背道而驰。
2、酷似苏格兰的日威产地 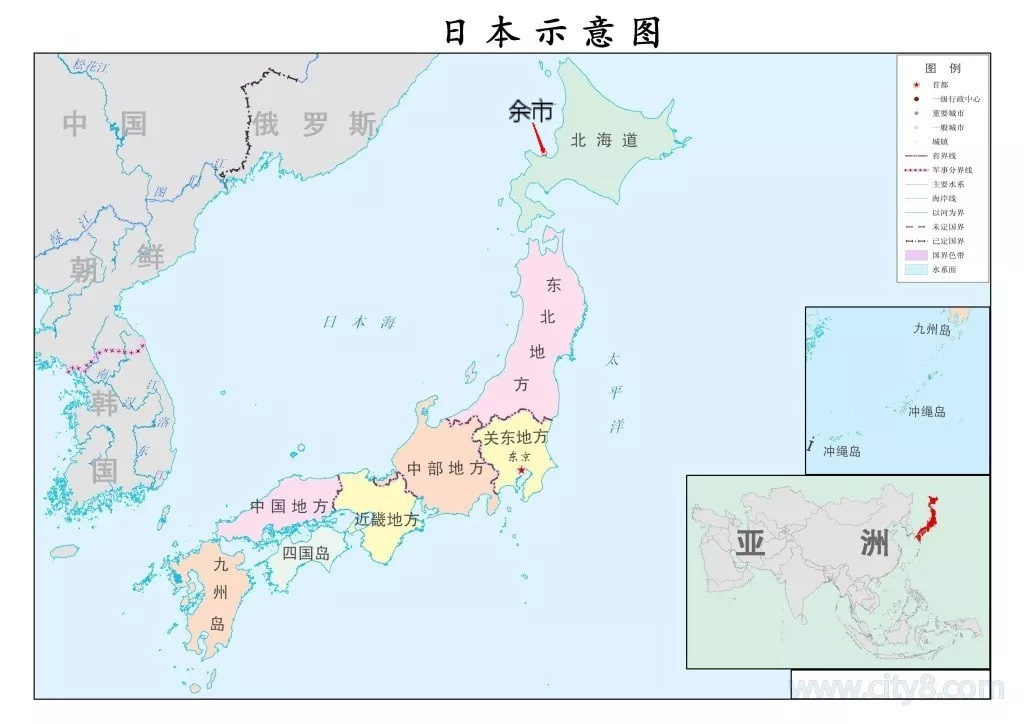
日本地图
在为寿屋工作 10 年合同到期之后,竹鹤政孝毅然决然地离开老东家,决定创建自己的酒厂,酿造自己理想中的威士忌。1934 年,他前往北海道余市,创立了余市蒸馏厂。尽管交通不便,竹鹤政孝仍然坚信这里才是酿造威士忌的最佳之地,因为余市的风土条件在许多方面都与苏格兰类似。
这里 3 面环山、面朝大海,湿度适中,气候凉爽,空气清新以及临近山区纯净的淡水资源。这座小城私人住宅区很少,只有杂草丛生的寂寞荒野,种植着广阔的大麦田。附近就是日本最大的泥炭地,特殊地貌和沼泽退化的影响造就了石狩泥煤,为麦芽提供了与众不同的烟熏味。海风的吹拂还为余市威士忌带来了些许与众不同的风味。竹鹤政孝认为,这里为酿造理想威士忌提供了所需的一切。
不过,由于对大麦的需求日渐增长,自己种植的麦芽已无法满足酿酒需求。因此,他们开始从苏格兰进口麦芽。目前,其进口麦芽主要分为不含泥煤、正常泥煤值以及重泥煤值 3 种。
3、靠果汁起家的威士忌蒸馏厂
由于威士忌陈酿需要时间,公司创立之初,竹鹤政孝只得选择生产收益快的苹果汁维持公司运营,并为公司取名为“大日本果汁株式会社(Dai Nippon Kaju)”。这个理论上可行的计划,实际执行起来却很困难。一年后,他们卖出了第一批苹果汁,但由于果汁本身的混沌外观使消费者大为反感,大部分货物都被退回工厂。竹鹤政孝马上想到将那些退回的果汁进行蒸馏,做成苹果白兰地。 
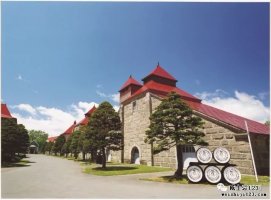
余市蒸馏厂
随后,竹鹤政孝与 1940 年酿造出第一款威士忌。这款威士忌名为“尼卡(Nikka)”,是“Nippon Kaju”的缩写,并于1952年演变成公司名。
4、坚持传统品质的匠人精神
创业初期,为保证可以酿造出原汁原味的苏格兰威士忌,竹鹤政孝使用了在苏格兰朗摩蒸馏厂(Longmorn Distillery)学到的传统“煤炭直火蒸馏法(coal-fired distillation)”。这种采用直火燃碳来蒸馏威士忌的方法由于难以控制温度,每隔7-8分钟,工作人员就会铲一些煤炭进入每隔蒸馏器下方的熔炉,用只有他们清楚的方式翻耙燃烧中的煤堆,来控制加热温度。这项工作需要超高的技术功底。 
煤炭直火蒸馏
在苏格兰,“煤炭直火蒸馏法”在 19 世纪 70 年代后,由于过于耗费人力,并不好把控等原因,逐渐被蒸气间接蒸馏的方法所取代。这种蒸气间接蒸馏的优点也很明显:容易控制、所需人工少以及环保。然而,竹鹤政孝却坚信只有遵循传统技术,才能创造出浓厚醇正的苏格兰威士忌。
因此,余市蒸馏厂至今仍保有这一古老的蒸馏方法,成为全世界唯一仍在使用“煤炭直火蒸馏”法的蒸馏厂。保持传统方法生产的余市威士忌深沉有力,难以复刻。这种传统蒸馏特有的焦炭味也成为余市单麦威士忌独有特征。
2003 年,为解决直火带来的环境污染问题,很多人提议更换成环保又实惠的蒸气间接蒸馏器。但公司为保证原汁原味的余市酒体风格,花费将近640万元,重金安装了一种特殊的过滤器来降低燃煤对环境的影响。
此外,余市还是日本唯一全部使用新橡木桶熟成的蒸馏厂,有自己的小型制桶厂。早在上世纪 80 年代,余市就习惯使用表面已烤至碳化(Charred)的新橡木桶。这样熟成的威士忌口感更加顺滑香甜。新橡木桶会在短时间内对酒体产生较大的影响,即便如此,余市依旧保持了这一习惯。也只有余市原酒这样强劲的酒液,才能在增加了新桶独有的木质和香草风味后,依然不会掩盖掉原液中深沉的口感。
目前,余市使用的新橡木桶全部由尼卡枥木(Tochigi)制桶厂制作,也是酒液装填入桶的地点。现在大部分尼卡公司旗下的威士忌,都是在千叶县的柏工厂进行装瓶。
5、日剧的推波助澜
随着日本威士忌的热潮席卷世界,日本NHK电视台看中了竹鹤政孝与丽塔的共同奋斗的爱情故事,并与2014年起播出了共150集的连续剧《阿政与艾莉》。这部每集只有15分钟的晨间短剧,一经播出就受到世界各地观众的喜爱,许多观众由此了解了余市威士忌。由于电视剧的热播,蒸馏厂的所在地被蜂拥而至的观光客填满,并带来了将近2亿元的经济效益。而故事主人公酿造的余市威士忌,在节目播出后销量增加了35%。
在 20 世纪初日本经济低迷时期,余市蒸馏厂每星期只运作一次。这样的减产状态持续了 10 年。这也导致了原酒库存的严重不足。没想到的是,2014年这一电视剧热潮竟然将余市保存的原酒喝光了。
6、难觅踪迹的余市威士忌
2008 年,余市已经建立起自己完整的主要产品线: 
经典余市威士忌
(1)余市 10 年单麦威士忌拥有丰富果味和微妙花香,融合了特有的泥炭风味,入口柔顺甜美,余味引人入胜;
(2)余市 12 年单麦威士忌富有木桶香,又融和了麦芽的甘甜、泥煤的成熟韵味和丰富的果香,容易入口;
(3)余市 15 年单麦威士忌带有如香橙一般的芬芳果味以及醇厚泥煤味;
(4)余市 20 年单麦威士忌散发着浓郁的木桶香气和泥煤气息,与麦芽的甜味构成了丰富的层次感,这款威士忌与苏格兰风味相近之余又不失日式的纤细。
除了以上 4 款经典的单麦威士忌,余市还有推出过不少年份单麦威士忌、纪念款威士忌以及单桶原酒。后来由于原酒库存吃紧,不得不暂停发售。不过,这一令人遗憾的事情还是发生了。由于日剧的热潮,余市威士忌于 2015 年宣布停售全部主要产品生产线。甚至为缓和停产对市场的冲击,发售了一款限量余市重煤炭单麦威士忌,结果很快售罄。
令人欣慰的是,尼卡公司最终决定保留余市这一品牌。由于余市原酒已经喝光,公司只得用旗下另一品牌“竹鹤”的原酒酿造新的余市威士忌。而成熟的年份酒需要时间,在此之前,余市只生产出一款无年份单麦威士忌。这款威士忌风格依旧大胆而结实,有宜人的豆腐味、煤炭直火蒸馏带来的烟熏味,以及陈年过程中海风吹拂带来的淡淡咸味。 
余市无年份单麦威士忌
由于使用需要专业技术完成的煤炭直火蒸馏,无法像蒸气间接蒸馏那样进行大批量的生产,以及专业人工费用和新桶的高昂成本,使得余市威士忌即便定价颇高仍然是市场上的稀缺资源。加之日剧的催化以及原酒消耗一空,使得之前售出的余市威士忌成为绝版,俨然成为收藏家们的珍宝。
如今,远在北海道的小酒厂已经发展成为日本威士忌巨头之一。尼卡公司除了余市单麦威士忌品牌之外,还拥有宫城峡单麦威士忌、竹鹤调和麦芽威士忌以及尼卡系列威士忌。但作为尼卡公司最古老的品牌,余市沉寂多年的原液已无法再见。正如文章开篇提到的,这是一个悲伤的故事。 |