|
前面一直在说三得利撑起了日本威士忌的半边天,另外半边则是由尼卡(Nikka)负责。 
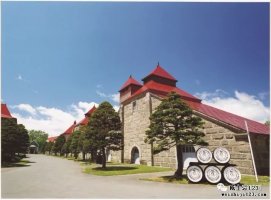
余市蒸馏厂 而尼卡最知名的蒸馏厂当属位于北海道的余市蒸馏厂。尼卡在1984年才推出第一瓶单一麦芽威士忌(余市12年 43度),而时间来到2015年时候尼卡宣布旗下所有年份类威士忌停产,只有余市无年份版本。经过和百瓶上面一个朋友的交流,决定科普一下这个已经停产的余市蒸馏厂。
余市前生竟是果汁厂
在前面羽生威士忌我们知道他们是从做清酒开始专为酿制威士忌,可余市的前身竟然是果汁厂,这段历史还得从尼卡的创始人讲起。

竹鹤政孝在日本威士忌里面的地位与鸟井差不多同起同坐,但他们的经营思想却大不相同。竹鹤政孝一直觉得北海道才是日本最适合生产威士忌的地方,因为他的纬度、气候和地形都喝苏格兰相似。
1934年他这个想法刚诞生,机会就来了。一位跨行去做房地产开放商的老板,批发价卖给了竹鹤一块相当大土地,地点就在余市川出海口的位置。估计这开发商想打造精品海景房,结果发现日本到处都是海景房,做不下去?
事不宜迟,买下土地的竹鹤化身实干派,从7月到10月三个月时间就建好了大多数的蒸馏厂建筑。

余市的酒款众多 和大多数日本威士忌品牌的尴尬处境一样,建得起房子买不起蒸馏器,但我这房子不能光空着啊。竹鹤就打算先生产苹果汁,所以在次年鲜榨的苹果汁就开始量产啦,但我们都知道饮品类不只是口味,外观也很重要,竹鹤这火急火燎生产的苹果汁只有口味没有外观,被大量退货。 竹鹤只能背水一战,投入更多资金买来了一个蒸馏器,打算把这第一批苹果汁蒸馏成白兰地。当然,此时的日本大背景是二战期间,威士忌出现了前所未有的消费狂潮。所以余市蒸馏厂得以存活!
为追求个性,耗费上亿元
竹鹤正孝一直都想要在日本做出最像苏格兰的威士忌,所以他才在人员稀少的北海道选了这块三面环山的高地。不像山崎那么靠近市区,他们周围只有山水,所以他们要自己形成一个完整的生产威士忌系统。 
首先是发麦芽,起初蒸馏厂规模不大,所以他们选择日本当地的沼泽泥煤地,这样也能形成自己独特的风格。我们发现很多知名的威士忌酒厂在照抄苏格兰威士忌的同时都特别注重培养出自己的个性,毕竟这样才能打造出属于自己的那部分受众。 然而随着威士忌的生产进入正轨,本地的泥煤时间成本大,量也不够。所以直接就从苏格兰进口麦芽分别进口不含泥煤麦芽、正常泥煤麦芽和重泥煤麦芽。
其次是水源,北海道很多天然的水源,所以直接在余市川本地取水。值得一提的是余市的发酵槽,我们都知道在白州蒸馏厂中他们特地保留了木制发酵槽也是为了培养不同的风味。而余市蒸馏厂对外宣布从没有用过木制发酵槽,直接用的铁制和不锈钢制。

最后蒸馏器才是余市的重点。如今的蒸馏器加热方式有两种,一种是直接在蒸馏器下面烧煤炭直接加热,一种是给其中加入蒸汽的间接加热。 很显然蒸汽间接加热更加现代,它能够准确的控制蒸馏器内的温度而且需要的人力成文更低,最重要的是它更环保。但余市直到2015年停产还是用的煤炭直接加热,这也是我前面提到的为了保留一些酒类特点。当然保留是有代价的,政策规定公司力求环保,于是在2003年尼卡耗费一亿日元(按照当时的汇率差不多人民币700万左右,大家可以想下那时候的物价水平,就知道这个数目有多天价了)为蒸馏器加装过滤器,使其能够达到环保的标准。
唯一用新桶熟成的蒸馏厂
前面说到余市的酒厂比较单一,所以原酒生产出来后只能放在酒厂内进行熟成。早在上世纪的80年代,余市的制桶习惯是吧橡木桶表面烤到谈话,这样熟成的威士忌会比较顺口香甜。而且对“处女桶”表现出非同寻常的热爱。 
根据百瓶APP上面网友的解释:处女桶,就是指全新橡木制成的桶子。这种新桶的特点就是在很短的时间就会对酒体产生较大的影响。即使是这样余市还是保留了这一习惯,很多比较优质的余市单桶威士忌都是在新桶中熟成超过20年的酒。因为余市的原酒通常气味等方面都比较强壮能够抵抗住新桶的风味侵蚀。

以上这些就是余市蒸馏厂主要的一些特点,不过它过于强调特点而不注重生产效率,导致在威士忌热潮来袭的如今,只能选择停产再造。也正因为停产,如今的余市甚至比山崎价格都涨得更快,在国内早已突破5000大关,成为日威中的有一个非平民品牌。 |